熱門關鍵詞:焊管,焊接鋼管,焊管廠,Q345B焊管,Q235B焊管,Q355B焊管,低合金焊管,冷軋焊管-小口徑焊管無錫焊管廠,無錫焊管廠家,焊管廠家
189 0152 2222
0510-83076068
固一話:0510-83076068 賀部長
固二話:0510-83076658 孫經理
固三話:0510-83079997 李經理
固四話:0510-83079993 賀經理
固五話:0510-83079994 高經理
傳真:0510-83079997
手機:189 0152 2222(總經理)
手機:133 3878 6068賀部長( 廠長)
手機:133 8220 6068孫經理(開單處)
手機:133 7366 1878高經理(倉庫)
上網洽談工具:QQ 473334606
郵箱:473334606@qq.com
地址:無錫市-惠山區-錢橋鎮-(西章工業園-惠澄大道77號)百利源鋼管廠
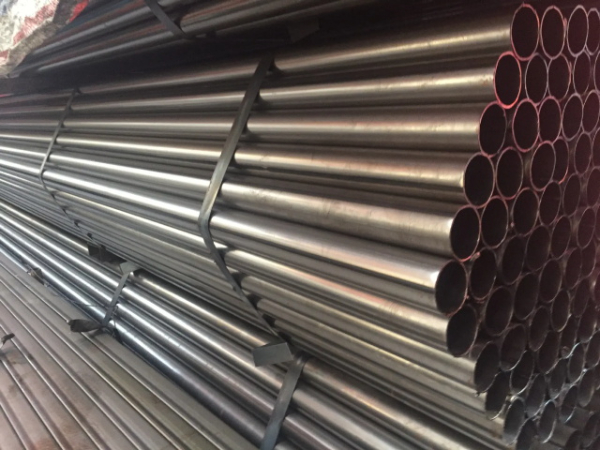
冷軋焊管是以冷軋鋼帶為原料,通過高頻感應焊接或激光焊接等工藝制成的焊接鋼管,具有高強度、良好尺寸精度和耐腐蝕性等特點,廣泛應用于汽車制造、建筑結構、能源裝備等領域。


一、冷軋焊管的特點
高強度:冷軋焊管通過冷軋工藝產生加工硬化效應,屈服強度可達520MPa以上,比常規熱軋焊管高出20%~30%。其微觀組織致密化,兼具高強度與良好延展性,特別適用于汽車防撞梁等安全部件。
尺寸精度高:冷軋焊管壁厚均勻性比熱軋產品提升30%以上,橢圓度誤差比熱軋管降低50%,壁厚公差控制在±0.05mm以內,外徑公差可達±0.1mm。這種精密幾何特性使其成為汽車傳動軸、打印機輥軸等部件的理想選擇。
表面質量優:冷軋焊管表面粗糙度可控制在Ra0.8μm以內,氧化皮厚度僅為熱軋產品的1/5,可直接進行電鍍、噴涂等表面處理。經鍍鋅處理后,鹽霧試驗時間可達1000小時以上,比熱軋鍍鋅管提升30%耐蝕性,適用于海洋平臺護欄等嚴苛環境。
材料利用率高:冷軋焊管通過精密軋制工藝實現材料利用率提升30%以上,其耐腐蝕性和可回收性顯著降低建筑全周期碳排放。在綠色建筑評價體系中,冷軋焊管的應用可幫助項目滿足LEED認證要求的材料循環利用指標。

二、冷軋焊管的生產工藝
原料準備:選用優質低碳鋼卷,碳含量控制在0.08%以下,硫磷雜質不超過0.035%。通過光譜分析儀對鋼卷進行成分檢測,確保原料質量。
開卷預處理:采用多輥矯平機消除鋼帶浪形缺陷,矯直精度達到±0.3mm/m。表面除銹工序推薦使用酸洗磷化聯合處理,形成5~8μm的致密磷酸鹽膜層,為后續焊接創造理想條件。
成型焊接:高頻感應焊接是冷軋焊管的核心工藝,需精確控制焊接功率(通常為200~600kW)和擠壓量(0.8~1.5mm)。采用紅外測溫儀監控焊縫溫度,保持在1350~1450℃區間以獲得最佳晶相結構。
冷軋定徑:采用四輥可逆式軋機進行冷軋,工作輥直徑與管材直徑比值保持在1:3~1:5。軋制力根據壁厚調整,薄壁管(<2mm)軋制壓力控制在200~400kN,厚壁管(>5mm)需達到800~1200kN。
熱處理與檢測:光亮退火處理在氮氫保護氣氛下進行,升溫速率控制在50℃/min,保溫溫度750~850℃。通過金相顯微鏡觀察退火后晶粒度應達到ASTM 8級以上,維氏硬度保持在120~150HV區間。采用三維激光測量儀實現外徑、橢圓度、直線度等參數的100%在線檢測。
固一話:0510-83076068 賀部長(賀慶鎮)主管 固二話:0510-83076658 孫經理 固三話:0510-83079997 李經理
固四話:0510-83079993 賀經理 固五話:0510-83079994 高經理 傳真:0510-83079997 自動寫賀經理收
手機:189 0152 2222 (總經理) 手機:133 3878 6068 賀部長( 廠長) 手機:133 8220 6068 孫經理(開單處) 手機:13373661878 高經理(倉庫)
地址:無錫市-惠山區-錢橋鎮-(西章工業園-惠澄大道77號)百利源鋼管廠
無錫百利源鋼管有限公司 版權所有 管理
更多標簽:Q345B焊管 (131)焊管 (115)低合金焊管 (110)焊接鋼管 (105)Q235B焊管 (97)焊管廠 (86)焊管廠家 (75)焊接鋼管廠 (67)低合金焊管廠家 (33)Q235B焊接鋼管 (33) 更多